 |
Gunsmithing the
Savage Model |
 |
|
|
Gunsmithing the
Savage Model |
|
History ; For a look at the history of these rifles CLICK HERE. The Stevens model 325 was the forerunner of the Savage model 340, so any gunsmithing that applies to one also applies to the other. These models were made in 30-30 Winchester, 22 Hornet, 222 Remington, 223 Remington and 225 Winchester
Gunsmithing Situations/Problems;
The most common problem for the early models that used a split retainer for the
front of the gas shield is that these get bent or become loose and may break one
side off. This problem was eliminated when they later went to both clips
being a wrap around style.
Another situation is that there is not much you can do for trigger pull adjustment. But trigger pull on these guns usually is acceptable to most hunters as this is not really a expensive target rifle. A good gunsmith can improve it, but don't expect miracles.
One problem with the wrap around
extractors is since it has to be spread to snap around the bolt head/locking
lug, the metal may not return to it's original bend & tension may not be as
tight as you would like. There seems to not be much that you can do for
this. But with the lower pressure generated by these milder calibers this
is not usually a problem.
The biggest problem seems to be a minor situation, but contributes to a non ejection problem. This is that when the stock is removed, the ejector, pin along with the spring can fall out and the person does not realize this. Or if the person who reassembles it does not understand the pivoting ejector on the 30-30 or early 222 Remingtons whereby the spring needs to be positioned right when reassembly. It is best to when inserting the metal back into the stock to have the bolt at least open. What this does is it allows the pivoting ejector to fall inward with no spring tension on it. The rear tail of the spring needs to be so it lays in the receiver slot and not become bound up or bent as the metal is inserted back into the stock.
Another situation can be that the magazines may become badly bent on the sides. These magazines are made of thin stamped out then bent sheet metal that have the feed lips formed on the top of the magazines. If you sit on them or slam the vehicle door on one, sometimes this changes how the cartridge feeds into the chamber. The 30-30 seems to be a lot more forgiving than the 222 or 223 magazines.
While on magazines, the 340 E series having a flat floorplate uses a 1/2 round shaped spring that straddles the magazine and has short ears on the spring ends that engage notches in the upper section of the magazine that "eject' the magazine as compared to finger grooves in the floorplate where you can grasp the magazine. If this ejector spring gets bent and not engaging the magazine notches, it becomes hard to remove the magazine without opening the bolt then pushing the magazine out from above.
Also be sure that both the front and rear magazine guides are tight AND aligned with the receiver.
The firing pin was unique in that the rear was threaded to adjust the protrusion and locked into place by a retainer key “C” clip that slides over the square rear section. This is captivated when the striker unit was assembled into the bolt body. Misfires can happen if someone tore the gun apart and lost the firing pin retainer key #6. The rear section of the firing pin is threaded with the front of the threads being made a square. The firing pin can be adjusted by threading it into the cocking piece #34 for proper protrusion (about .060") which is about the same diameter as the firing pin tip. If this retainer key not reinstalled or not in the proper location there may not be enough protrusion to ignite the primer when you pull the trigger.
The safety lever was a pivoting sheet metal stamping on the RH side of the receiver that was FIRE when the lever was UP, and SAFE when it was rotated down. This down also functioned as a bolt lock. There was a small lug on the bottom forward part of the safety lever that engaged into a small hole at the rear of the bolt handle area that locked the bolt when the safety was in the “SAFE” position. Many of the older versions that had the safety (bolt lock) provision would usually break out the thin section at the bolt lock hole on the base of the bolt handle making for a non-locking bolt. This is of little safety consequences as the factory discontinued this feature to allow unloading of the rifle with the safety on later anyway. However your bolt handle could get bumped, allowing the bolt to open at an inopportune time.
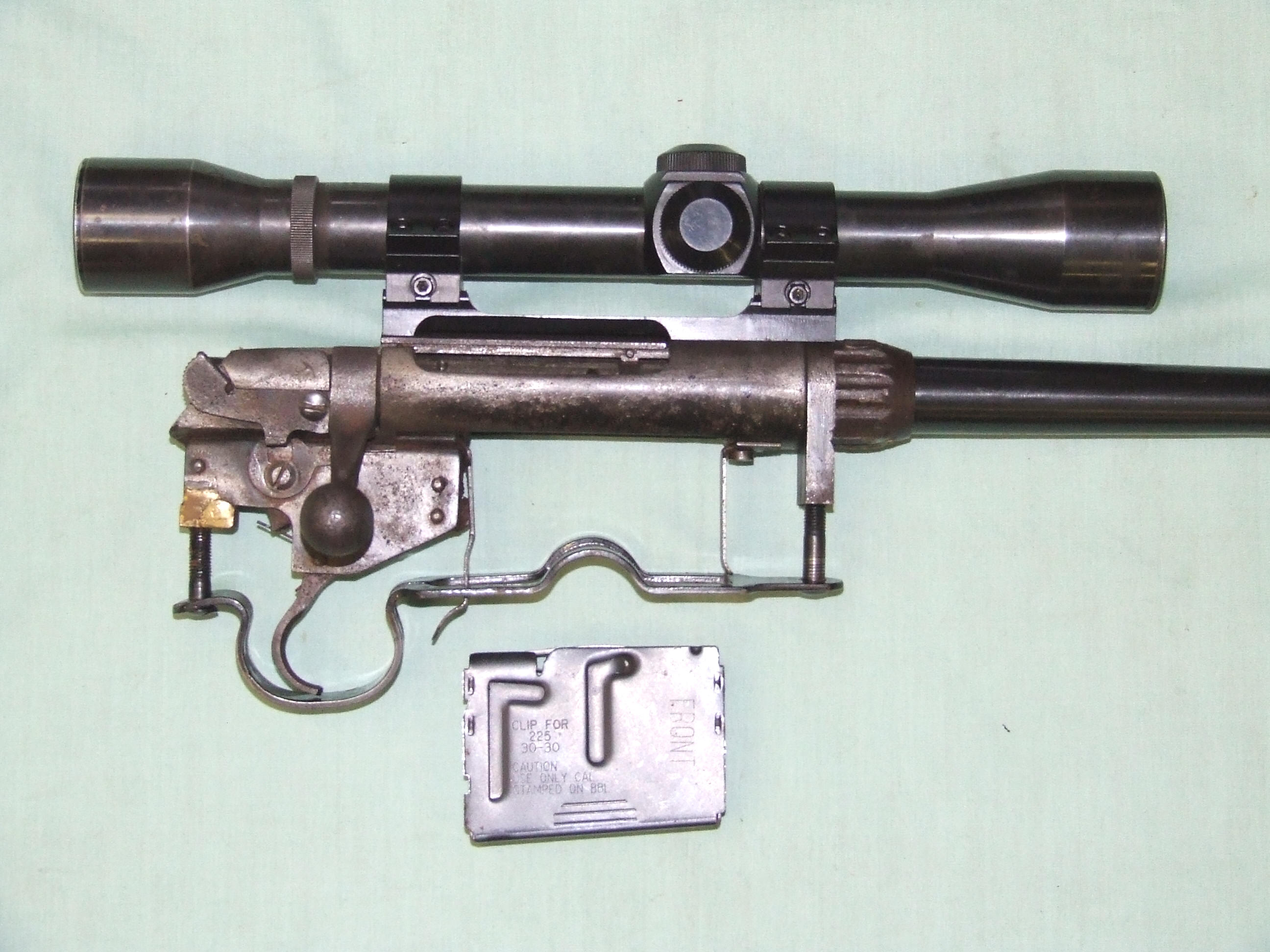
I encountered a situation on the 340 below that was recovered from a Eskimo's fishing boat bilge. After re-barreling it and firing a hundred rounds or so thru it, the bolt later became hard to close. Headspace was right, and it would do this even on an empty chamber. I checked about everything you would normally look at, like the bolt retracting/opening cam relationship of the receiver to the bolt root cam as compared to the locking lug starting into the receiver recess. The bolt was not hitting my scope mount screws nor the rear of the barrel. Finally I traced it down to a worn gas shield latch. This is referenced as #1 on the exploded views below. It seems that this spring loaded pivoting lever in the front of the gas shield gets depressed as the bolt head slides into the rear opening of the locking lug area. In doing so this latch is pressed down by the inside of the receiver UNLOCKING the shield. This particular latch apparently was rusted/worn enough so that it was not being pressed down enough to unlock the gas shield. If you would hit the bolt handle HARD with the palm of your hand, the jar seemed to force things enough for the bolt to be closed.
Also on the early model 325s, the bolt head was made slightly different at the outside lower front (RH) corner. It had a slight feed lip guide built into the bolt. As time went by, the extractor would loose tension, leaving a mismatch between the extractor and bolt lip causing feeding problems of the cartridge rim to feed up under the extractor hook. The extractor was redesigned incorporating this lip into the extractor. This then required the bolt face to be altered to accept the newly redesigned extractor. So IF your early 325 needs a new extractor, purchase the only style being currently made and alter the bolt face as shown in the photo below by the red arrow. If you look closely at the wide lip/hook area of the extractor in the photo below, you can see how much the upper part of the lip is recessed into the bolt face. This is the same amount of metal that was on the bottom. In cutting the lip off the bolt face, just use a Dremel tool with a part off stone and grind this lip down flush with the bolt face up to the slot for the extractor shank.
| Fitting a new extractor to old style bolt |
 |
In case you need new front trigger guard or barrel band screws, they are standard 1/4" X 28 TPI and can be made from 1/4" SAE/ National Fine bolts.
The early Stevens models 325 & 325 B, they apparently had a shallower recess in the receiver where the top front and the rear corners of the magazine go into. When installing new later or current replacement magazines, (even though they are made on the factory tooling). These recesses in the receiver act as a upper stop for the magazine. You may have to lightly file off the stop pads on the new magazines. These are the tabs that are protruding both front and rear corners of the magazine body. Not much is needed to be removed, about .020 on the front & .010 on the rear has been found to be sufficient. Otherwise the magazine will not go all the way up, not locking in and it will usually get bound up by being twisted front to back then get bound against the front and rear guides.
A Look at Gunsmithing Improvements ;
As time passes us by, scope side mounts are now becoming orphans at sporting
goods dealers AND distributors alike, making them hard to find for the gun
enthusiast who does not have connections. Many of the newer sporting goods
stores hire younger employees have never even heard, much less seen one of these
models & have no clue as to scope mounting requirements.
Below is a
custom machined steel top scope mount base that I came up with which utilizes 3 mounting screws on the
front receiver ring. Not an ideal situation with no rear mounting screws, but if made sturdy enough &
close fitting to the radius of the receiver, then using the larger 8-40 scope mount screws, it functions well, is less cumbersome
than the side
mount and this uses regular commonly available Weaver style top rings.
And if you had the hankering to mount a large front objective scope, you can
see that should not be a problem.
The
base in the photo below was made to fit the 30-30 action, but may be better to lengthen
to the rear the
front top ring attachment (as shown in the CAD drawing) as to possibly fit shorter scopes. 4 screw holes
are made so it could also fit the 223 receiver, which the front receiver ring
extends rear slightly farther than the 30-30. This way one base
would fit both receivers by not utilizing the #3 hole for the 223 & not the 4th
hole for the 30-30. It is made to the length that the front
overhangs the receiver & stops at the front of the recoil lug. It is
also made thicker vertically than normal in order to provide a more rigid base
because of the long rear overhang.
Metal needs
to be relieved on the bottom RH outside to allow for ejection. This angled
milled out length
can match the receiver clearance or the dimension used off the drawings which
could be used on both.
| New style top mount scope base |
 |
I have found that if
you first locate the base's center & front edge with an edge finder, locate
the front hole .522" from the front, drill down in the base with a 1/4"
(#3) center drill so that you have about .100 metal under the screw head to the
bottom of the base is about right. Only drill this one hole here as the
others will come after you have drilled & tapped the receiver, which will then
act as a jig for the other holes, assuring perfect alignment. You
may have to drill the center of this hole out to accommodate the #8-40 screw.
The mounting holes
are drilled at the distance of the hole spacing on the gunsmith Forrester
drill jig for standard scope mounts. Since this action does not have any
real flat bottom to align it rotationally, you will need to do this pretty
much by eye. BUT once it is in the fixture
DO NOT remove it.
I made these mounts
long enough to have the front of the base even with the front of the barrel
lug as seen in a photo below. This adds a bit which seems to be needed
in gaining as much distance between the scope rings that may be needed on
some scopes to position the eye properly.
With the barreled action set
up in the Forrester jig, using a #28 drill & pilot bushing, drill the front
hole down to about the needed
depth in the receiver. Using the #17 pilot bushing, tap this front hole in the receiver.
Now
you can mount the base on the receiver while it & the barrel are still in the jig.
Be sure that this screw is short enough as to not bottom out making for a
loose base. Locate & drill the other holes in the base with the #3 center drill. This
center drill will just fit inside the jig over-arm bushing holes so alignment
has no wobble. Leave the base on, drill the rest of the holes in
the base. If you have a digital readout on your mill/drill record the
locations of the holes. If no DRO is available, then remove the base, layout dye the
top of the receiver, reinstall the base & scribe the hole locations.
Now you can go back, drill & tap the rest of the holes to 8-40 in the
receiver, clean up the base & things should line up. This pretty well insures that the base & receiver are
drilled in unison. Otherwise if you come back in & try to pick up hole
location, it is a lot harder to be centered sideways.
Using this scope
base, the rear part just clears the bolt guide rib mounted on top of the bolt.
It can utilize standard low Weaver style rings giving sufficient bolt handle
clearance. With this base & scope on the rifle, the rear section
fits very close to the bolt guide rib, the average shooter would not know that
there is no rear mounting screws.
Depending on the tolerances of the
machined parts, for clearance between this new style mount base & the bolt
guide rib/gas shield, you may have to band-sand this rib down to ensure total clearance
between it & the base. The early ribs were made of metal while the later
ribs are plastic. I have found that band-sanding lengthwise works
best. This can be done without removing the rib, just depress the latch
& rotate the rib so you clear the bolt handle when doing this sanding.
Manually rotate the bolt & rib while it is being held vertically so you take the top down even
while duplicating the same original arc.
In the drawing, there
is an extra cross slot to better facilitate usage by different scopes.
| CAD drawn custom made Savage 340 top mount base |
 |
The wood &
metal parts resembling a firearm, shown in the
photo below, was acquired at a gun show in the fall of 2010 for the price of
$50. It's previous home for a goodly number of years had the appearance
of very likely occupying a favorite spot in an Alaskan
Eskimo's fishing boat, (& probably many times near the bottom). The seller said,
yes it had came from an Alaska Eskimo,
but had no knowledge other than that. I have seen a number of
these & the exterior signature was very evident.
When I made this
purchase, you could distinguish some rifling hiding between the heavy rust inside the barrel.
All the metal was well coated
with a protective coating of DEEP rust. The front guard screw & the barrel band screw had to be put
in a milling machine & mill the heads off the screws in order to remove the & save what
was left of that wood conservatively called a gunstock. This stock was
totally devoid of any original finish, had that special custom BLACK color
associated with being NEAR salt water, leaky engine oil, fish slime & bilge water. The stock
also had a large piece of wood missing from rearward of the bolt handle &
was almost broken in two by the large cracks thru the front & rear of the receiver
area. The safety was seized & it's detent plunger missing, the metal of
the bolt handle that the safety secures when on safe was broken out. The
ejector spring was so weak (& in backwards) that it was inoperable & the
ejector pivot pin so seized in the receiver so bad that it required a Acetylene
torch's heat to be able to break the rust loose so it could be removed. The firing pin spring was
weak enough that some cartridges (after rebarreling) would misfire. A
new heavy duty Wolff firing pin spring was purchased & installed correcting
that problem. The magazine was missing. The rear trigger guard screw was
missing. OH yes, from the size of the rusty hole in the muzzle, it
had the appearance of being a 30-30 at one time.
These pieces of metal
were cleaned up (somewhat) & the barrel taken off. The barrel retainer nut
was so rusted in place that it required pipe wrenches on it AND the barrel, then much
effort & the use of a 2# hammer was required to break the nut loose. The nut now shows marks of
this effort. A used Mauser 98 25-06 Ackley Improved barrel
was shortened enough to get a 25-35 chamber to clean up & still retain
a 19 1/2" barrel. An old Weaver K4 scope was installed & it shoots
pretty decent using 100 gr. Sierra spitzer bullets seated deep enough so they
will function thru the magazine. The magazine follower had to be modified enough
to accommodate the feeding of this 25-35 round out of a factory 30-30
magazine.
I tried to reload
this round a little hotter than normal thinking that this bolt action rifle
would be stronger than the lever action guns that this 25-35 caliber was
designed for. In developing this loading, it was done by slowly increasing powder
charges of different powders, test firing & watching for excess pressure as
indicated by the lifting of the bolt handle & watching for the primers being flattened as
compared to the regular loadings. BUT as I approached even slightly higher loadings the gun
failed to extract. So the weak part of this gun in this instance appears
to be the small extractor hooks on the stamped out sheet metal extractor.
The thought behind
this modification was that it can now become a beat around gun to be carried
on my Quad. The barrel being that short is ideally suited for the gun to
be carried cross-ways in a gun rack in front of the handle bars.
With anything much longer, it is hard to maneuver around on tight trails in the
woods that we ride in.
It little gun is so ugly that
most thieves would not steal it & of so little
value that if I loose or run over it, NO BIG DEAL. And with this ammo
loaded using 100 gr. spitzer bullets it can take any animal (large or small)
if I do my part, that I may
encounter in the location that I live or happen to wonder into. I do not think I will
even try to improve the appearance of this little jewel, as it's character kind of grows on a
person after a while. Some people say that beauty lies in the eyes of the beholder.
Improvements to Action Bedding;
I had developed a better action bedding system a few years before when a 223
was made up. This system was used on this 25-35 because of the broken
stock. By measuring, it was found that by adding metal to the rear of the stamped
steel trigger housing, a hole could be drilled & tapped there, thereby allowing a
rear action/trigger guard screw to secure that end of the action.
This now uses 2 guard screws, one front & rear like most all bolt action
rifles for a more rigid setup. In doing this the front barrel band
attachment system was eliminated.
I wish that I had
photographed this gun prior to any work being started, thus preserving the
idea of a rust protective coating.
|
Here the modified action (
rear screw ) is shown with the new top mounts, scope, new rear guard screw, trigger guard & magazine |
 |
As shown
above, a section of 1/4" steel 7/16" X 1/2" was brazed onto the rear
of the trigger housing. This can be done without disassembly of the
trigger unit & still protect the temper of the sear spring because of the lesser heat required for that type of welding.
Also this trigger unit is riveted together & not made to be readily disassembled.
This length of steel was selected to give a larger area for fiberglass bedding at
this area as there is no other real stock bearing surface at the rear & yet not
interfere with functioning of the trigger.
This new
screw is
positioned so that by aligning the hole
in the rear of the trigger guard with the welded metal, you can now drill & tap
this steel for 1/4 X 28 (or 1/4" National Fine) threads. If you copy the
head shape of the front guard screw (which is the same size threads) with the taper
under the head, you can get your new screw to fit. This screw length can be the
same as the front screw which has 1" under the head. However when I make
any I make them a tad bit longer (like 1 1/8") just in case. I just buy
regular 1/4 NF hex head bolts & lathe turn the heads down to match the original front
guard screw configuration. You may also slightly alter the rear trigger
guard hole to better accommodate this new screw head as compared to the older wood
screw because the wood screw went into the wood at a slight angle as compared to
the new metal screw going in straight.
The hole in
the forearm where the barrel band screw was attached, can be utilized for a
front sling swivel by making a large metal plug that fills the inner stock hole
& threaded internally for 10-32 threads. This size threads are the common
size used on normal threaded forearm sling swivel screws. Even a wooden
plug could be utilized here.
This stock
is warped to one side down the barrel channel, there is enough room on that
side of the barrel that instead of the normal method of checking barrel clearance with a business
card, you could now probably use a THICK leather belt on that side. There is no doubt
the barrel is now free floated. The missing wood from behind the bolt handle was
repaired by fitting a new large piece of walnut & epoxying it in place, then
staining it DARK to somewhat match the existing finish.
There was still a visible lengthwise crack thru
the wood at the rear of the action & another from the middle of the magazine
well up into the recoil lug. This & the other crack at the grip area
have since been fiber-glassed using Accuraglas & blowing it into the cracks with
compressed air after cleaning the cracks with lacquer thinner & allowing it to
dry out.
The sling is simply a 1" black Nylon webbing that uses the loop thru type plastic retainers.
| Beat around Quad gun |
 |
The above gun
also has a little brother that was made up a few years before in the form of another Savage 340 in 223 Remington
caliber, that sports an old Bushnell 3X9 Scope Chief BDC scope. This was
the gun that the above style top mount scope base was originally designed & made for.
This 223 produces
groups of less than 3/4" at 100 yards, so the scope mounting system appears
to be functioning quite well.
Shown below,
this 223 has a new handmade stock to a more of a lightweight simple sporter
design. This rifle was assembled from pieces utilizing a new unfitted
factory 223
barrel. It started as just a receiver that I acquired from so far back in time that I can not
recall when or where it followed me home, then a bolt assembly from a gun show.
A barrel & trigger plate from Gun Parts Corp, a used scope & rings, then
all that fitted to the
wood, rounded it out.
| The 340 in 223 Remington set up for varmint hunting |
 |
With the
price of new guns today, if this rifle was revived, I think it could be produced
& sold at a very competitive price. And in a 6mm-223 cartridge which would be a
nice fit in this rifle as a deer gun.
Copyright © 2011 - 2012 LeeRoy Wisner All Rights Reserved
Originated 01-16-2011, Last updated
12-20-2012
to contact the author click here