| This photo shows the post 64 model 88 rifle with impressed checkering & Weaver scope bases |
 |
|
Winchester model 88 & 100 Information |
FIREARMS INFORMATION
I won't go into a lot of detailed collector
history of these models here, only gunsmith type information, other than the 1st
3 paragraphs. If you want more historical information
CLICK HERE for a link to the NRA article.
The Model 88 rifles with 22" barrels were made from 1955 to 1973 with about 284,000 total of all versions being made. This model was made in 308 Win. caliber the first year, with the 243 Win. coming in 1956. The 284 came into being in 1963 in an effort to compete with the 270 Win. in this short action. The 358 Win. was made only from 1956 to 1962.
The 19" carbine from 1968 to 1973. In all, just 28,330 Model 88s were produced as carbines. The carbines utilized a front barrel band that the sling swivel was attached into. The carbine stock had no checkering and was actually a little longer at the forearm (which was triangulated, being more flat on the bottom) than the standard model, apparently the extra length was to provide for the barrel band not ending close to the end of the wood, creating a cosmetic imbalance.
| This photo shows the post 64 model 88 rifle with impressed checkering & Weaver scope bases |
|
|
| This photo shows the model 88 carbine which was standard with no checkering on the stock |
 |
Stocks were checkered prior to 1964, after that they were
impressed in a basket weave pattern.
Most of what I will cover are some bits of
information as to differences and common problems encountered. Many of the
internal changes in these guns were related to introducing new calibers, and
modifications related to that. The magazine was a headache from the start,
so many changes were related to solving problems related to it, and feeding
issues.
Then when the Model 100 came out in 1961, improvements incorporated in it were
also transferred on to the Model 88 where applicable.
Serial Number
Letters :
Prior to 1968 no serial number prefix was used.
As the result of the
Gun Control Act of 1968, Winchester assigned letter prefixes to the serial
numbers to designate most models, the letter "H" was assigned to the Model 88s while "A"
was used as a suffix to the Model 100 serial numbers.
However you may see a suffix to a serial number of "A" on a few earlier guns. This
appears to be possibly a duplicate, or more likely a factory replaced receiver/barrel
unit.
| Winchester Model 88 serial numbers | |||||
| Year | S/N | Year | S/N | Year | S/N |
| 1955 | 1 - 18,378 | 1956 | 36,756 | 1957 | 55,134 |
| 1958 | 73,512 | 1959 | 91,590 | 1960 | 110,268 |
| 1961 | 128,651 | 1962 | 139,838 | 1963 | 148,858 |
| 1964 | 160,307 | 1965 | 162,699 | 1966 | 192,595 |
| 1967 | 212,416 | 1968 | 230,199 | 1969 | H239,599 |
| 1970 | H258,229 | 1971 | H266,784 | 1972 | H279,014 |
| 1973 | H283,718 | ||||
If you look at the serial numbers of the Model 100 below, for some reason, production dropped considerably from 1967 to 1969 as compared to the fairly steady production of the model 88.
| Winchester Model 100 serial numbers | |||||
| Year | S/N | Year | S/N | Year | S/N |
| 1961 | 1 - 32,189 | 1962 | 60,706 | 1963 | 78,863 |
| 1964 | 92,016 | 1965 | 135,388 | 1966 | 145,239 |
| 1967 | 209,498 | 1968 | 210,053 | 1969 | A210,999 |
| 1970 | A229,995 | 1971 | A242,999 | 1972 | A258,001 |
| 1973 | A262,833 | ||||
Receivers
:
There were at least 3 changes inside the receiver that we
are aware of. First year of production saw 2 machined lips for the
front top of the magazine to rest on when it was locked into place. The
rear set was approximately at the location of the shoulder detent of the
magazine. Later receivers had this rear lip machined out. It is
suspected that this came about in 1956 somewhere near s/n 25,000 when the 358
came into being, as this rear lip would have protruded inward so far that it
would interfere with feeding of the necks of the 358 cartridge. Also
we have found on later guns at a serial number of near where the 284 was
introduced that the front lips was moved forward slightly. In the pictures
below the feed rails were sandblasted to show better details.
| Early receiver 308 cuts | receiver cuts to accommodate 358 | receiver cuts to accommodate 284 |
 |
 |
 |
The Model 88 receivers
underwent numerous changes during the production span. The front receiver
ring was changed in length of the ejection port opening, with the supposition of
it
to accommodate the ejection of the 284 for the Model 100. Since the
new longer ejection port works for one model and caliber, they simply made all of
the receivers the same in this aspect. The older receiver had a
front length at the recoil lug area of 1.125", later then probably near s/n
115,000 this was moved forward to a dimension of .875" making a 1/4" longer
ejection port. A quick glance will allow you to see part of the top
locking lug on the later gun.
| Early front receiver ring | Late front receiver ring |
 |
 |
Also the receivers made before the introduction of
the Model 100 have a bolt sleeve lock pin that rides in a longitudinal
groove in the LH inside of the receiver. At the forward end of
this slot is a milled out section in the side and up into the top of the
receiver to accommodate this pin as it rotates on the locking lugs
engaging the receiver lugs. This pin and the bolt sleeve
rotate which then allows the firing pin to become unblocked at the rear,
letting the gun fire.
| This photo shows the slot & recess for the early sleeve lock pin clearance |
 |
On the early 88s as shown in the photo below on the left,
there is a slot milled into the LH side of the receiver to accept the
sleeve lock pin. After the Model 100 coming into being, the bolt
sleeve was changed on the Model 88 which now uses the newer 100 firing
pin system. In the photo on the right you can see the shallow cut
in the top of the bolt sleeve, there is a mating protrusion milled into
the top of the receiver which now acts as a guide for the bolt sleeve.
You can also see the difference
in the rear side support plates.
| Model 88 early bolt sleeve & firing pin | Model 88 late bolt sleeve & firing pin |
 |
 |
Extractors :
The
Model 88 used
three different extractors, the early guns use #1288 that used a “tee” style
guide slot.
The model 100 came into
being in 1961 at S/N 110,000 for the
88.
The 88 and 100 then both utilized the
same extractors, #1200.
Then at s/n
178,000 the final #6300 extractor, utilizing a dovetail slot, was used again for
both models.
Ejectors
:
The early 88s had a
single large
ejector, later
changing to the same as the small dual ones used on the Model 100.
Firing
Pins :
At about the time
the Model 100 came into being, the 88 underwent internal changes in that many of
the 100 parts could be utilized.
One of these was the firing pin.
Even the replacement recall firing pins for the Model 100 will fit the later
Model 88’s. I am not aware of anyone who is making replacement
firing pins for the early model 88 as it is a long skinny unit with a rear
cap welded on, BUT in a location to where it is timed with the middle flat
portion.
Finger Lever
: Notes taken from a tag on replaced sample parts from a
warranty center from that time frame indicate. "Old Style #1988 Finger
Lever - This lever had an adjustable stop screw which was done away with.
Also the projection on the top front is about 1/8" longer than on the new style.
The New Style lever will not trip the guard latch on the O/S rifle. maybe a new
guard latch will solve the problem." In reference to another gun, "serial
number near 85,000 still has short trip tang on finger lever, but does not have
the stop screw"
Hammer Catch :
Also on another sample part's tag.
"Sample #3988 Hammer Catch - The New Style has a longer tail. This longer tail
holds the hammer down farther when cocking rifle, keeping it from dragging on
the bolt. Rifle works smoother."
Recoil
Block :
The early model 88 rifles under
approximate s/n 82,900 (made
from the start at 1955 to about mid year 1958) had a cloverleaf recoil block,
later ones were a larger rounded style.
| Early
clover-leaf type recoil block on Left with the later on the Right |
Here you see the model 100 on the left with the late model 88 on the right. Notice both blocks probably started as the same part, but the 88 has sideplate AND link slot clearances machined in. |
 |
 |
You
may see some older guns
Since this lower tang was shorter, a .280 thick piece of
1018 steel was electric welded onto it.
The stock bolt holes are the same size and location.
| Here you see a side view of the original model 88 recoil block on the left and the modified 100 to an 88 on the right | Here is a front view showing the welded on material & the clearance slots ground for the links. Also visible is part of the original 100 threaded hole that the weld did not totally fill |
 |
 |
| Here you see an angled side view | Here is a rear view showing the different rear radius. |
 |
 |
Replacement Barrels :
The Model 88 and
100s were never offered any replacement barrels, even from the factory.
These guns had the barrels screwed into the receiver, head-spaced, and for the
model 100, the gas piston base was silver-soldered onto the barrel and then the
caliber with the roll-marking placed on the
barrel before it was blued.
For the
factory to replace the barrel, the receiver was replaced
as a unit.
Unlike most other
guns, the headspace in either the Model 88 or 100, is not necessarily determined
by whether or not the action appears to close over a minimum (Go) or maximum (No
Go) headspace gage.
Rather the
significant factor relates to the rotation of the bolt head when viewed through
the magazine well.
To check
headspace, proceed as follows: First, close the bolt on an empty
chamber and note the position of the bolt in relation to the locking cut.
Then apply a light pressure on the locking lug, using a screwdriver or
something similar, and the bolt will rotate farther.
Now, with a minimum headspace gage in the chamber, the bolt should rotate
to the same position as it did with the chamber empty, unless the headspace is
below the minimum.
If additional
rotation is obtained with light pressure applied against the locking lug, it is
an indication that headspace exceeds the minimum, which it should.
With a maximum headspace gage in the chamber, and no additional rotation
should occur even when pressure is applied to the lug.
In the event that additional rotation does take place, then headspace is
excessive.
358 Sales Slow :
Apparently the Winchester factory played it low key when
the 358 was introduced, probably because of the feeding problems encountered.
At the time, the model 71 in 348 caliber was a favorite with larger game timber type hunters, but
since the 358 was a smaller case, without factory fanfare and outdoor writers
praising the 358 being able to do what the 348 could do, but in a lighter gun,
the 358 did not initially sell well.
One well known Portland Oregon gunsmith that was Winchester factory warranty at
the time, remembers that many of the wholesalers were stuck with an abundance of
unsold Model 88s in 358 caliber on their shelves. Winchester allowed
them to return these 358s to be rebarreled to either the 243 or 308.
Therefore the actual number of 358s produced may be even less than any factory records may show.
Feeding : Feeding will always be an issue on any firearm, this was no different from the start for the Model 88, or the Model 100. However read the following section below.
Model 88 Erratic Feeding : Sometimes the Model 88 will not always feed the nose of the cartridge properly. If nothing else can be found that can contribute to this failure, look at the speed of the lever when cycling. This gun needs to be operated rather abruptly, as close to the Model 100 gas operation as possible to allow the ammo to feed right. Also, at this same time the gun has to be held either at right angles (12 O'Clock) to the ground or tipped to the right (1 or 2 O' Clock) if anything. If you are right handed, DO NOT TIP IT TO THE LEFT (10 O'Clock) so you can see what is happening. If it is tipped left and and at the same time fed slowly, the ammo feeding can be erratic depending on which side of the magazine the cartridge is fed off from.
When trying to track down feeding problems, look first for magazine cleanliness, remove all the grit, rust etc. from the inside of the magazine. The box may have over time become spread outward in the middle (front of the feed lips), place the box upside down in a vise and slightly squeeze it inward so that the middle sides are equal to the end dimensions. Also as a last resort, you might want to bend the front of the lips up SLIGHTLY, being CAREFUL to correlate this with the bullet feeding into the chamber.
If you are having erratic feeding on the Model 88 in 284 caliber, you may have to operate the lever as if you are mad at it, to cycle fast enough to feed the ammo into the chamber. It seems that with the fatter straighter case of the 284, this puts more pressure on the case as it passes through the feed lips. The factory tried to lessen this problem by shortening the feed lips on the Model 88 magazine body by .225".
Cleanliness is important with all firearms and more importantly with semi-autos. The Model 100 being no exception here. The early gas pistons were ordinary steel, with later ones being made of stainless steel. These guns need to be disassembled and the gas system cleaned a each season, especially if used in a wet environment. If not, the piston can rust enough to bind into the cylinder, it is then about impossible to take the gun apart.
Manually Unloading Loaded Rounds : If you have a model 88 made before about 1962 that has the shorter ejection port you may notice that the bullet nose appears too long and drags on the forward part of the ejection port, to the point where it may be hard to fully eject even factory ammo. In operation, the round is held in the bolt face by tension of both the ejectors and extractor at an angle at the final ejection (shortening the distance) of the round as the bullet nose drags until it clears the port's front.
What
seems to be the problem here could be the ammo is not made by Winchester (who
designed the ammo for this gun) and/or the firearm owner could also be using a
heavier bullet, which also dictates the OAL of the ammo may be pushing the new
SAAMI specs. Then if you take into the account that this firearm has been
obsolete for a number of years and Remington's engineers may be new guys who
never heard of a Winchester model 88, so they see no need to accommodate minor issues
that may not be documented of an obsolete firearm.
Also you may find that even on the later longer ejection port guns, the loaded
round may not fully eject. Don't panic, as the bullet weight overbalances
extractor gripping tension, but it will eject a fired round, (as it is supposed
to do).
Magazines In General : First off, Model 88 magazines can be used in Model 100 guns, with the only difference being the magazine follower, which on the Model 100 the follower holds the action open on the last shot. This is actually cumbersome in having to hold the operating handle rearward at the same time pressing the magazine release and many model 100 owners opt for using the model 88 magazine, (which does not have this "Hold Open provision" on the rear of the follower). The only real need for the Model 100 hold open provision is access to hold the bolt back during cleaning the firearm.
The model 88s were made in 243, 308, 284 and 358 Winchester calibers, over the lifespan of the rifles. The 308 and 243 use the same magazine. The 284 magazine was different in that the shoulder indent was farther forward along with the feed lips than the 308. The 358 used the same basic 308 magazine box, BUT modified internally to accept the larger cartridge neck.
Second, these 308 based caliber magazines are only designed to hold 4 cartridges, YES, you may be able to cram 5 in, but the top one will usually not feed as it is under so much pressure. If you have to have five cartridges in the gun, load it with four in the magazine, chamber around, then remove the magazine and add another, topping off the magazine. The 284 would be one round less because of the larger dia. case. HOWEVER if you really work at it you may be able to cram the 4th round in the 284. This is not recommended as it was not really designed to function that way. You may get away with it, BUT !!! And you may just bulge the magazine box so that it will never feed right again.
Magazine Lock : Early on, the magazine went through slight design changes and it appears at about the time the type 4 magazines were introduced (somewhere between s/n 14,000 to s/n 20,000 being a realistic number), the magazine lock was also changed. This would pertain to the model 88 as the 100 did not come in until later. It is not sure if this was a full blown recall or not, but in any case any gun sent back to the factory for magazine problems, it was returned with a new magazine lock installed and a replacement magazine.
This new lock was about .015 longer, to match the newer magazines. Therefore a early magazine will not usually lock up in a newer firearm. And of course if you try to use a new style magazine in a old gun it will be looser on the front and won't feed ammo properly.
This new magazine lock was later used on the model 100s as well.
|
Model 88 magazine lock |
|
|
Magazines 243/308 : There are 4 basic magazine designs. Initially they designed and made the model 88 rifle as it was introduced first, but it took almost a year before they had a good design for the magazine and before they actually shipped any guns. Even these early guns had a different magazine than what had came along later. We will call it type 1 which would probably have only being made during the 1st year. There was an intermediate design (type 2) that no one is sure of when it started with the type 3 (aluminum) being brought in shortly thereafter. Then it appears that the final one (type 4) came into being late 1955 to early 1956.
Magazines for the model 88 first year of production had no caliber stamping apparently because at that time the gun was only made in 308 caliber, so they saw no need at that time to designate differently. And apparently they had not looked far enough in the future to even think of adding other calibers. The front of the boxes had a radius cut out on the top to conform to the bottom of the barrel/chamber of the firearm. The rear top upper part which forms the feed lips is straight from the front to the rear.
Early followers were a stainless steel stamping. They had what appears to chemically etched on the top LH flat "4ctgs,oly". Later (but yet early) followers did not have this etching with the flat being changed to a radius to from a nest to cradle the top LH cartridge case. No one is sure when the type 2 followers started, but probably after the first batch of type 1 followers were used up. And they probably simply made a secondary forming die to make this depression, using the original formed follower.
The follower
springs used on the early followers were only held into the followers by the top front being slid into a
pocket in the front bottom side of the follower, this attachment could lead to the spring moving to the rear,
changing the pressure pivot point.
In reconstructing the possible manufacturing/functioning problems of these early
magazines, we have concluded. The
assembly of the bottoms to the sides went thru a progression by having the
bottom lips attached to the sides by different methods.
(1) The type 1 are identified by the top of the stainless steel followers etched
with "4 ctgs,oly" on the flat of the LH side. The boxes
were attached to the bottoms, utilized a punch mark at the location of the
shoulder dimple area since this shoulder went all the way to the bottom so when
the box was formed with the bottom lips that were to retain the bottoms there
was no material there on this lip, so it was the location for the retention
divots.
|
Type 1 Stainless Steel model 88 Follower |
|
|
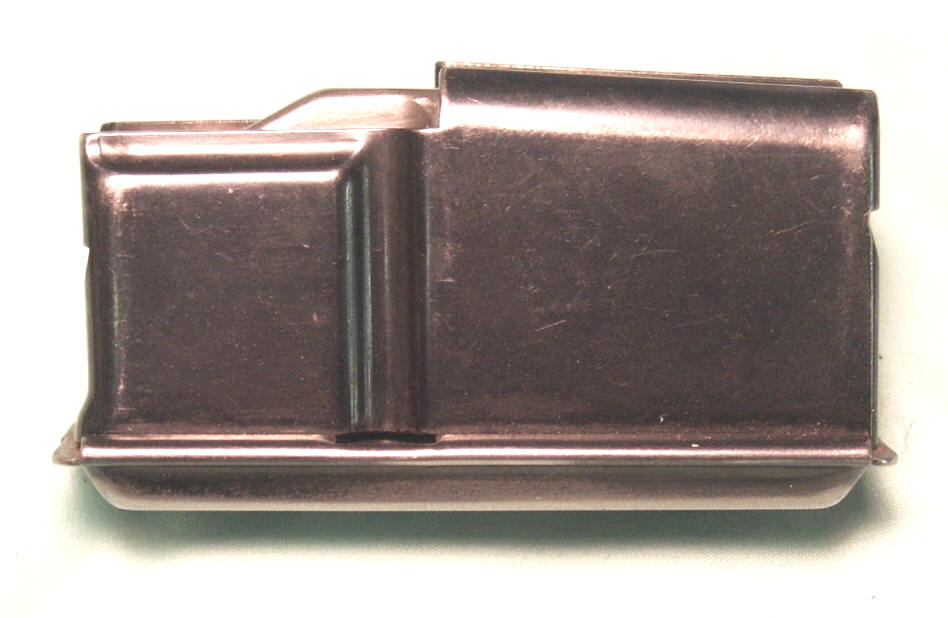
These old magazines
were described as the “flat bottomed” magazines.
Being made of softer material, with the cartridge shoulder dimple running
all the way into the bottom, as shown in the LH photo below, making the box
weaker.
Also the follower
spring not being secured to the flat wide bottom could get shifted sideways
creating problems with the follower binding.
On the RH photo below you will notice a deeper bottom and radiused notches in the feed lips. The later magazine on the right is stronger because of the shoulder rib does not terminate at the bottom. And with the newer narrower "pocket" in the bottom to secure the spring from shifting, improved functioning.
| The early type 1, 2 & 3 magazine boxes | The type 4 magazine boxes |
 |
 |
(2)
Type 2 are identified by still using a stainless steel follower, but instead of
a flat on the top, a radiused groove was put there instead to form a nest for
the cartridge that laid on that shelf. The 2nd retention system was by
simply having the front bottom corners being squashed flat onto the box bottom
lips, pinching the bottoms on. Apparently that method was eliminated
because the bottoms may have been able to slide off the boxes during usage.
As mentioned above, the magazines were made deeper, apparently to accommodate the thicker aluminum follower. In the photo below, front view (to row) the difference in the forward protruding lower boss. Also after reading the factory spec sheet, they apparently had issues on the early magazine of accurately locating the front latch groove. In the later magazine they eliminated the radius front cut, making it flat, which gave them a better distance to measure from down to this latch groove.
Also, on later rear, the rear is not notched out like the early magazine was, probably to add rigidity to box lips.
| Here you can see the differences in the early (on the right) from the later (left side) magazines |
 |
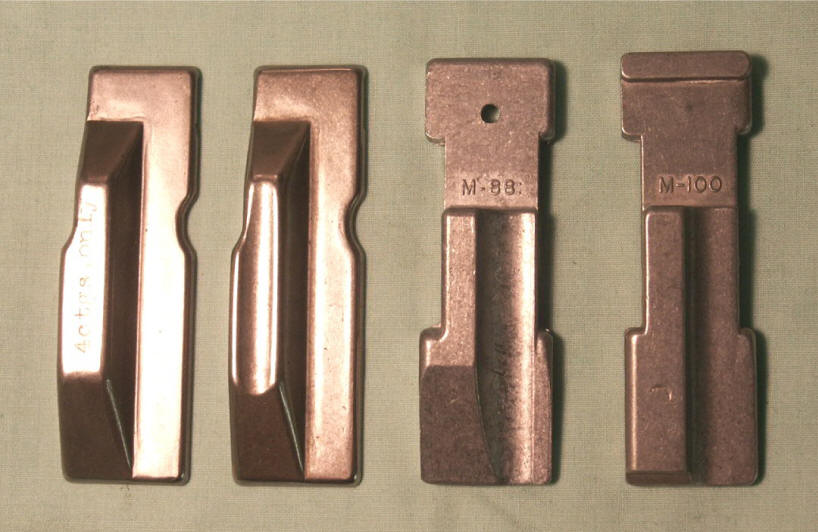
Below you can see the progression of the magazine followers.
| Type 1, 2 & 3 Stainless Steel 88 on left, Type 4 cast 88 center & 100 on right. On the 100 follower shown, the rivet hole on this one was not all the way through, but you can see the location here |
 |
(3) Type 3 still retained the stainless follower of the previous version.
This method of securing the sides to the bottom was to stamp a front and rear
radius detent that was just at the outside front and rear of the box bottom.
The front detent was deeper than the rear because it could protrude down into
the hole in the area where the magazine latch was installed. The rear
where the box's bottom lip nestled was flat across and appears to be a very close
tolerance fit. Now let us guess that the assembler of these boxes may have
not been fully wide awake at times and could have placed the boxes into the
riveting/detent squashing die with the front not toward the front all the time.
This could have made the deeper detent on the rear, with minimal clearance for
it the right way, this mis-detented magazine will not stay in the firearm
securely upon firing.
Also it appears that the original magazine latch may have been slightly short allowing
the magazine some sloppiness on the front when locked into the receiver.
This could have been on purpose initially to ensure that the magazine would lock
in place no matter what tolerance was compounded by all components. This
however could have also contributed to feeding problems in that the front of the box
really governs where the bullet noses are directed into the chamber.
| Model 88 followers showing side view, with the early stamped version on top |
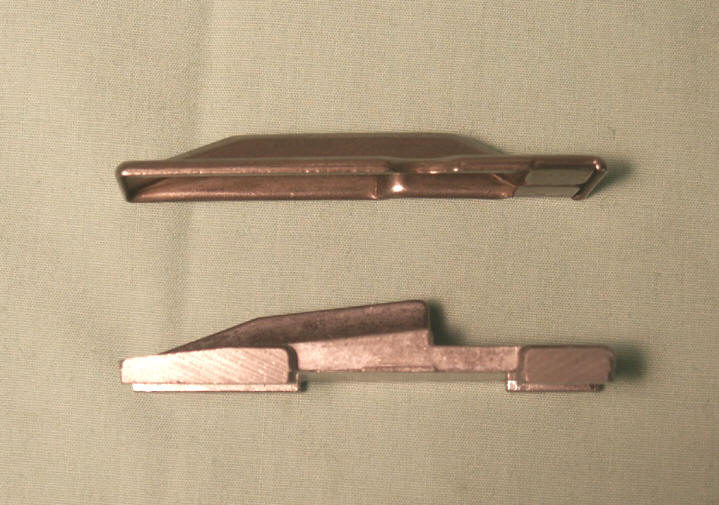 |
(4) Type 4. Finally the magazine box was extended downward about the
thickness of the material or .040. This was apparently needed to
compensate for the new deeper cast aluminum followers. The bottom attachment
was changed again to a combination of both the front corners, the front and rear
detents. The difference in the front 4 corners this time was that this
time the metal was squashed deeper over the ends of the box corners, making it
considerably more secure.
At this same time it appears the magazine lock was lengthened
somewhere between s/n
14,000 to
s/n
20,000 to secure the front of the magazine tighter against the internal
shoulder inside the receiver that functions as a upper magazine stop.
There appear to be no changes in how the rear of the box was retained.
On these new boxes, there is a scalloped type radiused notch on top and on each
side of the feed lips. This is to accommodate inserting the new type
aluminum followers (which have the spring riveted to) into the box with the
bottom pre-assembled onto it. The caliber was stamped on the upper front
of the boxes and had dual calibers 243/308 stamped there. When the dual
caliber was stamped on the box, the front radius cut out was changed to flat.
Bottoms were changed to adding a deeper narrower recess that formed a pocket
positioning the follower spring from being able to side sideways. The arrow
pointing forward was made smaller to be able to fit on this new bottom.
The Winchester name was retained on the bottom.
Followers were changed to a cast aluminum material and the firearm model was cast
into the front of the follower. The follower spring was riveted onto the
front of the follower. The only difference between the model 88 & 100
magazines is that the 88 has a sloping rear on the follower while the 100 has a
flat at the rear. This flat is to facilitate holding the breech bolt of this semi-auto action open,
because of the recoil spring, for
inspection/cleaning. It also holds the action open on the last shot,
making for awkward manipulation of holding the action handle back in order to
remove an empty magazine. Many knowledgeable hunters prefer to use the 88
magazines in the model 100 when hunting because of this.
| 243 / 308 / 358 follower spring on late riveted in followers |
 |
As mentioned above, we can not find out
exactly, but the rumor was that these early guns were recalled for a magazine
replacement and the magazine latch was also replaced.
So, IF you have one
of these older guns and you try to use a newer type 4 magazine, you may have to
replace the magazine latch with the newer longer style to facilitate proper
feeding. Type 4 magazine
is what the majority of the guns were factory fitted with.
ALL THE magazines are designed to only hold 4 rounds for the
243/308/358 while the 284 will only hold 3 rounds. DO NOT FORCE any more
rounds in them as that will bend the box and damage it for any later correct
feeding.
The later magazine boxes and bottoms used in the Model 88 in 243 and 308 are the same as the Model 100 as by the time all the improvements were done for the Model 88, the Model 100 arrived on the scene in 1961. The Model 88 284 has the feed lips moved back slightly and then the Model 100 has them set back even farther. This appears to be because the gun is cycling so fast because of the gas operation, that the next round has to be fed up earlier for reliable feeding. These alterations to the original factory boxes of Model 100 in 284 caliber were done even after the magazines were blued.
358 Magazines : The Model 88 in 358 caliber has a reputation to be fussy in feeding, this is possibly because the heavy bullets of this caliber appear to not function reliably all the time if the operator hesitates ever so slightly in operating the lever.
The 358 used the same basic 243/308 original magazine except it was altered to feed the wider necked 358 cartridge. Of the few factory 358 magazines we have seen, none with any caliber marking, which apparently were made utilizing the type 1, 308 caliber unmarked magazine boxes surplused when the magazine lock recall was in effect for the early 308s.
Rumor is that the factory used a special fixture, to slightly alter the 308 boxes after they were assembled, however there is no verification of this in all of our factory communications or blueprints. In talking with the vendor who made them, we can not collaborate this bit of information, but it would have been an in-house operation by Winchester, and the vender would not be aware of this. And talking to the factory service manager when we purchased this tooling there was no mention of extra in-house tooling, but he was a relative newcomer there. Now, in retrospect, I suspect there may have been, but even at that time there was probably no one left working there or who could be identified that could verify it. One second hand source told me that he had talked to a retired worker who said there was.
What we have found by closely examining a 358 magazine AND a rifle is as described below. The above rumor may well be true. The 358 magazine boxes were apparently modified 308 boxes of the original type 1 boxes, after they were blued and the bottom assembled because I can see file marks on the upper lips that are not blued. This modification includes the removal of the shoulder detent groves, apparently by inserting the blued magazine box over a mandrel and crimped on bottom (with the spring and follower removed) into a small punch press die that swaged these dimple grooves about 95% flat in relationship to the sides of the box. This had to also have had some sort of a outer fixture to ensure that the box would not be distorted or stretched longer and would not fit inside the receiver.
Next it is
apparent that they filed the inside of the front box sides about 1/2 the
thickness of the material to give clearance for the case necks to clear the
box's upper inward formed radius.
| 358 original magazine shown from left side, showing the swaged out (flattened) shoulder retainer boss | 358 magazine from top, notice how close the necks come to the inside box sides |
 |
 |
The removal of these shoulder detents of the box, allows the loaded
cartridge to slide forward during firing. This now positions the cartridge
in a possible different location than if the detents were still there.
Therefore it is imperative that in reloading that the overall loaded length of
the cartridge be very close to the factory original of 2.750".
It is also suggested that the bullet nose be shaped as close to the factory
round as possible for reliable feeding. If the round nosed bullets are
unavailable, then you may have to play around with spire pointet bullet seating.
RH feed lip has less of an arc and is taller, allowing the cartridge from that side
to feed higher. The distance between front inside of feed lips being .685
to give clearance for the bolt carrier to pass inside the magazine lips.
If you plan on altering a 308 box for 358, you can go internally and grind a small
amount (.020) out of the shoulder detents, this will give you clearance while
not weakening the box appreciably. If you try swaging the detent out, as you
will swell the box to where it may increase in length by about .015.
If this happens, you will need to then file off the front box bottom bump, or
forward stop where it hits the magazine latch boss so that the box has enough
room to go in at the rear, slide over the rear retainer protrusion, and yet drop
down being held by latch on the front. It also needs to be just short
enough to disengage from the rear protrusion. Sometimes just removing the burrs
on the back of the box at this rear notch may be enough. The magazine
box's maximum width (.975), at front of feed lips to ensure feeding.
The original follower was the stainless steel type 2 mentioned above. If
using the newer aluminum follower, it needs to be opened up at an angle on the
front RH nest to allow the case to ride up and to the inside as it goes forward
and
upward into the chamber. Better yet would be to make another steel
follower similar to the original or a Mauser 98.
We can find no apparent changes in the rest of the firearm, 358 caliber s/n
96,4XX when comparing it with a 308 caliber firearm of the same serial number
range. The magazine found on the above 358 has all the indications of
being a considerably earlier magazine in comparison to the vintage of the
firearm. It may therefore have been possible that the factory made a
considerable number of 358 magazines at the onset, and if indeed sales was slow,
maybe the number of magazines in the warehouse exceeded the number of guns
assembled. OR they converted many existing older recalled 308
magazines to the 358 in that they had no caliber designation stamped on them.
We have NOT found any 358 magazines that has that caliber stamped on them. We suspect there may be, but? We have heard of one where the original 308 stamping was obliterated however. Has anyone ever seen a original 358 magazine made on the later type 4 box with the newer extended bottom? I doubt it, but if you do I would like to have a good close-up photo of this verifying a caliber stamping. In the photo below proves that here are some, which however would have had to have been late in the production.
| Here I finally found a 358 (very lightly) stamped magazine (on ebay) |
 |
From what information we can find, the Model 100 was never produced in 358 caliber from what we can ascertain. However there may well have been a prototype or two.
284
Magazines : The 284 magazine is stamped
that caliber and the magazine is slightly different, but only in the length of
the feed lips going forward and the shoulder dimple. In the pictures below the
Left Hand picture's LH illustration shows a 284. Note the shorter
magazine lips in comparison to the other 2. The middle magazine in the LH
picture is the later standard 243/308, with the RH illustration one being the
early magazine.
I In the photo illustrations below, the center picture shows the 3 different
bottoms. The LH illustration is the bottoms that Wisner's Inc uses, in
that they did not get any agreement when they bought the tooling from USRA
to use the trademark. The center illustration is the standard
Winchester magazine, with the RH one being the early magazine bottom.
On the right hand side are the rear views of the same magazines showing caliber
stampings. The left one is 284, and the center appears to be a miss-stamped
factory 284 magazine with 243/308 designation. It appears that when
they did this they XXXed out the 243/308 caliber, re-stamped the 284 lower
front of the box. The illustration on the right is a standard
243/308 magazine.
The 2 angled relief cuts on the feed lips are there ONLY to allow the deeper bodied follower plus the spring being riveted together to be able to installed into the box with the bottom being installed.
| Side views of the 308 magazines on the right, note early one on far right with full length dimple. A type 3, 284 shown on left | Bottoms showing the different stampings with the early flat bottomed one on the right | Rear views showing caliber stampings, 284 on left, miss-stamped 264 & 243/308 right |
 |
 |
 |
The followers do not interchange between the
243/308 and the 284, because the 284 followers have to be machined to a larger
radius on the shelf to accommodate the larger 284 magnum size case body.
This caliber proved more than a bit cantankerous in feeding. What the factory found was that apparently the slower manually operated action of the Model 88 required shorter feed lips on the magazine body to allow the rounds to leave the magazine earlier than the Model 100s. Since the number of firearms made in this caliber was small, they modified the Model 100 bodies by milling .225" off the front of the lips with a 1/2" end mill AFTER the magazines were made.
The measurement from the rear of the lip (not magazine box) to the forward end of the lip of the Model 100 is 1.320". The same measurement for the Model 88 is 1.095" to the top corner.
| Here you see the difference between the 284 caliber magazine bodies between the model 88 & the 100. The model 100 being on top |
 |
Also in the LH picture below is shown the over-stamped
243/308 caliber of these miss-stamped magazines. This is not to imply that
the 284 uses the same box as the 243/308, but that at the vendors who made
the magazines for Winchester, someone forgot to pull the 243/308 stamp out of
the master die when they also converted it to the 284 lip/dimple configuration
for a run of 284 magazines. Then these were the result of the salvage
operation trying to save a few thousand boxes.
| Original miss-stamped factory 284 magazine | 284 caliber magazine spring & follower. Notice the dramatic bends required to feed that rebated rim cartridge |
 |
 |
Scope Mount
Problems :
Another thing to look for would be if you are using Weaver top mount
scope bases and rings. Originally, Weaver stamped the word FRONT on
the scope base. Then on a subsequent batch the word got erroneously placed on
the rear. So after that, they simply left any wording off. The reason for
the word FRONT, was that the cross grooves for attaching the Weaver ring takedown screw are not
placed symmetrically on the base, and are designed for placement of the bases to give ejection
clearance of the fired cases at the front. IF you placed the base
backwards AND mount the scope rings like most people do with the take-down knob on
the RH side, this large knob would interfere with the empty case being ejected.
The case mouth would hit the rear inside of the knob, which many times
will cause the case to snap back into the ejection port area, ultimately
causing a malfunction. The other alternative is to place the rings on so
the takedown knobs are on the left hand side of the firearm.
Winchester 88 Disassembly : Gunsmithing tip #1 and the only 1, DO NOT DISSASSEMBLE any of the trigger guard/lever unit UNLESS YOU HAVE ACCESS TO A FACTORY SERVICE MANUAL which gives detailed instructions AND access to a lathe to make slave pins. The lever links have to go on one specific way, (they have chamfers on one end for internal clearance). And it is impossible to reassemble parts of it WITHOUT slave pins, captivating the inner spring loaded parts while installing it in the plate. And then pushing the slave pin out with the factory pin.
| Here the model 88 is shown with the action out of the stock & lever in the open position |
 |
Winchester 88 / 100, 284 Win. Feeding Problems :
All model 88,
284 magazines
have shorter feed lips on the front, than the model 100, apparently because of
the uncontrolled cycle rate of the model 88, due to varied operator manipulation.
This allows the cartridges to pop out of the lips earlier than on the
model 100's.
Apparently the factory
had feeding problems with the model 88 in this caliber and experimented with
different feed lip length, as I have seen some almost as long as for the model 100.
These will be the ones that will cause the problems if any.
They finally settled on a much shorter lip length front to rear.
The 284 model 100 lips are about .100 shorter than the 308 caliber.
Many times the problem of the 284 Win not feeding in the model 88 can be traced
to the magazine spring.
This
magazine needs a stronger spring, especially at the rear.
Since original springs are unavailable, and the one in the magazine
usually has weakened over time, the best replacement may be the Winchester model 70
magazine spring.
After attaching it to the follower, bend it with pliers to the
configuration shown above, which would be about ½ way on the bottom leg, bend
the forward section upward at about a 30 degree angle. Then on the
top leg at about 1/3 from the rivet, bend the rear down. You will now have
the follower at a dramatic 85 +- degree angle from the bottom of the first bend,
as it will set in the box.
What this will do is to now put more pressure on the rear of the follower, which
in turn will push the rim upward with more pressure for the bolt face to push
against the case base.
This spring looks quite unorthodox, but you have to remember that this is a rebated rim case, and the rim has to ride as high AND with as much pressure from the follower to allow the bolt to pick it up on it's forward movement.
Winchester 100 :
The Model 100 rifles
again with 22" barrels were made from 1961 to 1973. The carbine with 19"
barrels were made from 1967 to 1973. A total of 262,000 being made for
both versions. This model was made in 243 Win, 308 Win and 284 Win.
calibers only.
Stocks were checkered prior to 1964, after that they were impressed in a basket weave pattern.
| This photo shows the pre 64 model 100 rifle with cut checkering & opriginal front sight hood |
 |
| This photo shows the model 100 carbine with no checkering & opriginal front sight hood |
 |
| Here the model 100 is shown with the metal out of the stock & the operating handle, slide arms being held back by the magazine, showing the gas system |
 |
| Here the model 100 is shown with the gas system exposed. |
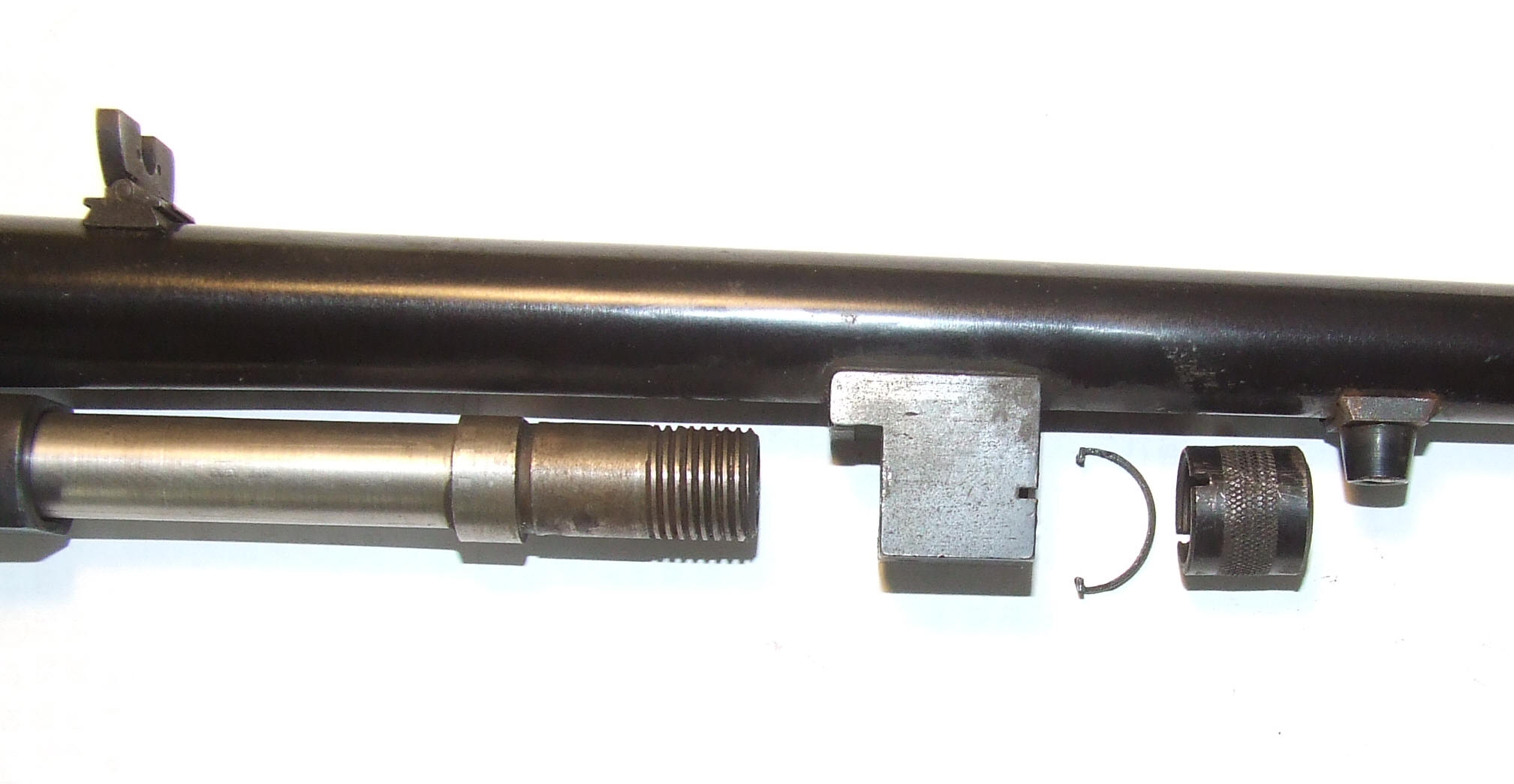 |
Model 100 Gas System Problems :
Failure to close the bolt and therefore
not fire can very often be traced to a rusted gas piston. More often
however, you have problems or can not open the bolt. The gas piston will
rust inside the gas cylinder, seizing the two together. This piston is
pinned into the operating slide assembly. The cylinder is held into the
barrel lug by a nut on the forward end. If the operating handle is hard to
move or will not move rearward, you very well could have a rusted situation.
This can be from slightly resistant to pull rearward to impossible to move.
You can tap the operating handle to try to move it. However this slide
assembly that the operating handle is part of is a stamped out sheet metal that
the bottom portion of the handle is silver soldered onto. If it is stuck
to where you beat on the handle enough, you may break the silver solder bond
loose. If so save the broken off handle section so it can be replaced.
If you can move the handle
slightly, try to spray some penetrating oil in around the front of the barrel
channel of the forearm. Hopefully some may get inside the cylinder to help
in your endeavors.
I know one gunsmith who in his
early years of the trade could not get a customers gun apart because of a rusted
situation, his method of removal was to break the stock to get the gun apart.
Replacement stocks were available in those days, now the stocks are worth more
than the gun to someone in need.
Replacement stainless steel
pistons are available from Brownells.
If the gas cylinder is rusted so tightly into the operating slide assembly that it can not be pulled rearward, there is one solution. You will by now have some movement of the barrel away from the forearm. Select a long punch that will go in between the barrel and the forearm. Locate the small retainer ring that locks the gas cylinder sleeve/plug in place, hit it hard enough with the punch to break it. Now you can use a large long screwdriver to engage the slot on the end of this plug/cap, unscrewing the plug from the cylinder which is mounted in the barrel lug. The cylinder should not rotate as it is rusted onto the gas piston. This may take a bit of effort if the plug is also rusted in place, but with some persistence and penetrating oil, you should now be able to unscrew the plug. What you have done is to remove the “cap nut” that holds the gas cylinder into the barrel's gas lug, the cylinder being rusted in the operating handle, it can now be retracted out of the lug, allowing the handle to be retracted. This information was supplied by a long-time Winchester warranty gunsmith Walter Lodewick, who had his shop in Portland OR. and worked on many of them at that time.
Model 100 Broken Operating Handle :
Here, this does not effect the
operation of the firearm.
What
has happened is that since this whole slide assembly is stamped out of metal, on
the overarm part that is the basis for the operating handle, the thicker lower
part the silver solder weld has become broken and the lower part has fallen off.
It is usually sharp in the front area where the weld tore loose.
Another piece of metal can be cut and fabricated to a close proxinty to the
original part and re-silver soldered in place.
Model 100 Broken Operating Slide Bars :
Another thing that is common is that
the attachment pin area of the operating slide where it attaches to the breech
bolt sleeve can become broken. This is usually on one side. The gun
will usually continue to function, but with slight binding when trying to open
it by hand. If allowed to continue, it may even break off the other side
of the operating slide at the bend where the unit is pinned together.
If this is broken, you will not
be able to find any replacement ones. You will need to recruit the
services of a GOOD GUNSMITH welder. This is not just anyone who can
purchase a Oxygen/Acetylene welder set, but someone who has experience welding
heat-treated formed sheet metal. This repair needs to be stronger than the
original part by by also welding a filler bead in the "Vee" of the sheet metal behind
the handle. It needs to be annealed before the repair, welded, cooled, and
some form of heat-treating then performed before put back into service.
There is one gunsmithing business that I have heard of that charges $125
(2004) exchange for a repaired unit.
Model 100 Operating Handle Free, But Not Retracting all
the Way :
This usually can be attributed to the owner trying to disassemble the
gun using the thought that the
trigger housing will come out first from the bottom.
They can not get it to come out (usually bending the side rails in the
process) so they
reassemble it, only to now find that the handle will not operate.
What they have done is that the safety somehow got pushed off, in the
process, they accidentally pulled the trigger, not knowing what has just happened, when they
retightened this unit the hammer’s top rear corner is now bound up between the
bolt sleeve and the head on the rear of the firing pin.
The trick is now to remove the rear guard screw, pry the trigger guard
assembly down far enough to reach inside, then recock the hammer with a long hooked
rod.
Model 100 Bent Trigger Guard Housing Rails :
Sometimes the model 100 will not feed properly, when this is encountered, it
is usually the result of someone who thinks the trigger guard assembly can be
removed from the gun first out the bottom.
When these are encountered they will have to be straightened.
What the bent rails do is that since the rails hold the bottom unit in
the gun, and they hold the rear magazine latch, the magazine now is not in the proper
position to feed ammo.
Usually the
rear will be bent down way more than the front, this then allows the magazine
rear to be positioned too low so the bolt unit will override the rim section of
the cartridge, causing miss-feeding.
To correct this, I usually lay the housing upside down on a 6" vise and tighten
the vise just enough so the rails lay snuggly on the top of each side of the
vise jaws. You can then by using a flat bar on top of
the rail, hammer the bar down so it is straight with the rear of the bar that is
riveted into the aluminum trigger housing. Try to get both bars
Reloading : If the ammo is reloaded for this firearm, it has to be loaded the same overall length and nose shape as factory ammo in order to give reliable feeding. Just because it fits the reloader's book specs, does not mean it will reliably feed and function. It also has to be loaded to the FACTORY VELOCITY LEVELS levels for any semiautomatic to function reliably. With that said, pretty obvious that a 110 grain varmit load will very likely not give full reliable cycling.
Model 100 Trigger Lock : The model 100 originally had a trigger lock system designed to eliminate doubling, but after two years of production in 1963, the factory decided that it caused more problems than good. Because of these problems, they discontinued its use and recommended that these parts be removed from all existing rifles when they later came into a gunshop for repairs.
Replacement Magazine Assemblies for Model 88 & 100 : These factory magazines have been factory discontinued for some years. The only source of factory tooling made ones as of 1996 is Wisner’s Inc 360-748-4590. This firm purchased the original tooling from USRA at that time.
They left the tooling with the original vendor in Connecticut for a few years, who stamped the parts out on the original dies for Wisners until 2003, then when this company was so tied up with military M16 magazine contracts, it was decided to have this tooling sent to a tool and die firm in Portland OR, who now stamps out, bends and spot welds the bodies. Wisner’s does all the remaining machining and assembly. The only difference in these magazines is that there is no “Winchester” name stamped on the bottom plate as they did not negotiate with Olin (the original Winchester owner) for the rights to use the Winchester name at that time. Then in 2012 Wisners added a capitol W on the bottom of the floor plate.
Wisner’s is also having these magazine boxes made out of a stronger material to help eliminate any possible chance of distortion and to maintain the feeding qualities.
When Wisners reorder
from the current tool and die shop, the quantities for boxes usually run between 4000
and 5000 at
a time.
Wisners does have a
few magazines assembled with original "Winchester" bottoms, and so stamped.
The original magazine follower molds were also purchase from
USRA at the same time and are also in a foundry in the Portland Oregon area.
Different versions of magazine springs were used over the time span by
the manufacturer, some being from the model 70.
Wisner’s developed a universal magazine spring that can be used in the
model 88 and 100 magazines as well as most bolt action rifles.
Other Replacements : There is a major firearm parts supplier on the US east coast who purchased Wisner's magazines, sent some to Taiwan, and is now having reproductions made there. However these did not have the benefit of FACTORY engineering or extended testing for fit and function. Since this brand came into being a few years ago, Wisner's has been contacted by concerned customers numerous times for malfunctioning, but when the chips were shown, they were not Wisner's magazines, BUT this other IMPORTED brand. This magazine has a duller bead-blasted surface and the follower appears to be of a cast blued steel instead of brighter cast aluminum. The body also appears to be made of a softer steel. There are no markings on the bottom floor plate.
| Here the other brand of aftermarket magazine is shown |
 |
Stocks : The stocks are somewhat prone to breakage since the large open hole for the magazine weakens the stock. Excellent original replacement ones usually sell for almost as much as the gun itself because there are not many left. Replacement stocks are available from the different sources. NOTE model 88 and model 100 stocks may look similar from the outside but are totally different internally to accept the different operating systems, SO THEY DO NOT INTERCHANGE.
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
WINCHESTER MODEL 100 FIRING PIN RECALL -
A notice dated 7-1990 relates the
following
“PRODUCT
SAFETY WARNING AND REPLACEMENT NOTICE.
Attention owners of Winchester model 100 rifles and carbines please read
this notice.
In July of 1990 the
following product safety warning was issued by Winchester.
It has come to our attention that the firing pin in the Winchester Model
100 Rifle or Carbine may break due to use and metal fatigue and become lodged in
the breech bolt face.
If this
occurs, the firearm may fire before the action is locked causing severe damage
to the firearm and possibly injury or death to the shooter and bystander.
WARNING DO NOT SHOOT
YOUR WINCHESTER MODEL 100 RIFLE OR CARBINE.
Repair and replacement.
A
new firing pin has been designed to replace the firing pin originally made for
the Winchester Model 100 Rifle and Carbine.
The new firing pins will be available in April 1991.
If you own a Winchester Model 100 Rifle or Carbine, please send your
firearm to one of the authorized Winchester Model 100 Firing Pin Replacement
Centers indicated below.
Your
Winchester Model 100 firearm will be inspected, the firing pin replaced and
tested and the firearm returned to you.
The inspection, replacement/testing and return postage will be
accomplished at no cost to you.
If
other repair or maintenance work is authorized by you to be performed on
the firearm when the firing pin is replaced, such work
shall be at your cost.”
|
W. R. Long Gunsmiths 2007 Brook Road North Cobourg, Ontario K9A4W4 Canada |
Frank LeFever & Sons RD 2 Box 31 Lee Center, NY 13363 USA |
Bolsa
Gunsmithing 7404 Bolsa Avenue Westminister, CA 92683 USA |
Nu Line
Guns 1053 Caulks Hill Road Harvester, MO 63303 USA |
If you have any questions concerning this
notice, call Winchester Product Service 1-800-852-5734 or write to Winchester
Firing Pin replacement Notice, PO Box 10 Cottage Hills Illinois 62018
Attention Product Service Dept.

The following is Wisner's
rendition & info on
the subject.
The difference in the old firing pin and the new one is as follows.
The old replaced style, was totally lathe tuned (round).
While the new recall style is similar in lathe turning on the front and
back, but in the front midsection it has two flats milled, one on each side.
This makes the center section stronger.
Also replaced is the bolt sleeve lock pin
(firing pin guide) which was made to accommodate this different shaped
firing pin
Part number
for the new parts are, firing pin =1391ND, bolt sleeve locking pin
=1491ND
The word was at the
time this recall was in process was that if the firing pin would break
at the mid section and still remain in the gun as two pieces, the
possibility of a premature discharge before the bolt was locked was possible.
This apparently was caused by the firing pin tip (now not having
the benefit of the
retracting spring) to be stuck forward, and thereby slam-firing the cartridge
upon chambering.
The responsibility
for the
recall apparently was on Olin, as they were the parent company AT THE TIME manufacture.
Olin set up regional
recall centers at three established US gunshops. There was a
manufacturing delay in the replacement firing pins, and a BACKLOG occurred, also
some collectors did not like the idea of shipping their guns long distances.
Olin then also authorized other Winchester warranty gunshops to make the required
alterations.
Upon completion of the
recall, the shops were to test fire the firearm and to stamp an assigned letter
on the inside top of the receiver as seen thru the magazine well with the bolt
retracted. The letter “B” represented Bolsa Gunsmithing, “L” was Lefever, and
“N” was for Nu-line Guns.
The
letter “X” apparently was for all the other authorized shops.
However this identification information did not get communicated to some of the smaller shops at the start
of the project.
Therefore, the only way to
tell if the gun as been modified, if the ”letter” is not present, is to take the
barrel & action out of the stock, remove the trigger guard assembly and the try
to rotate the firing pin by twisting it.
If it does rotate, then the firing pin recall HAS NOT been performed.
The author does not have any source of parts for any
of the firearms listed above
Copyright © 2004 - 2026 LeeRoy Wisner All Rights Reserved
Back to the Ramblings
Home Page